You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
The Ultimate TRUE TIRE SIZE Database
- Thread starter wayoflife
- Start date

Cousin Clyde
Hooked
Nitro Mud Grapplers 37x13.5r17View attachment 345983
36” give or take.
2014 JKUR (named Terence by my son)w 4.88’s and 37’s for off road fun! +1975 CJ5, 304, 3.73’s in the family 23+ years
Good to know. Thanks again dude

Sent from my iPhone using WAYALIFE
Clifford33
Caught the Bug
Nitro Mud Grapplers 37x13.5r17View attachment 345983
36” give or take.
2014 JKUR (named Terence by my son)w 4.88’s and 37’s for off road fun! +1975 CJ5, 304, 3.73’s in the family 23+ years
Nitto*
Sent from my iPhone using WAYALIFE
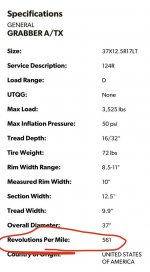
37x12.5R17
General Grabber AT/X
35 11/16”
36” to the very top
Revs Per Mile Calculation ended up being pretty accurate
561 divided by 63360 inches in a mile divided by Pi = 35.95 inches
General Grabber AT/X
35 11/16”
36” to the very top
Revs Per Mile Calculation ended up being pretty accurate
561 divided by 63360 inches in a mile divided by Pi = 35.95 inches
Attachments

1Placerville
New member
BFG 35 x 18 KO2
There's been some pics so I wont repeat that but my BFG 35"s measure right about 33 3/4 but doing a speedo calibration I had to set the tire size to 33 1/2" to get my GPS and speedometer to sync together.
There's been some pics so I wont repeat that but my BFG 35"s measure right about 33 3/4 but doing a speedo calibration I had to set the tire size to 33 1/2" to get my GPS and speedometer to sync together.

2020 JLURD
New member
so 39" bfg km3 are a 36.5"? Maybe I should get the 39" instead of the 37" km3..
As I clearly state in my very first post on this thread, "when it comes to things like lift kits and tires you can run with them, EVERY manufacturer, shop and person in the industry will always refer to what is written on the sidewall and NOT the true height of the tire."so 39" bfg km3 are a 36.5"? Maybe I should get the 39" instead of the 37" km3..
2020 JLURD
New member
That doesn't help me decide...As I clearly state in my very first post on this thread, "when it comes to things like lift kits and tires you can run with them, EVERY manufacturer, shop and person in the industry will always refer to what is written on the sidewall and NOT the true height of the tire."
")
I did see in another thread that someone had the bfg km3 39" measured at 37.8".
Are you running 1-ton axles? If not, you're wanting to play with way more tire than your factory axles can handle. That should help you to decide a lot.That doesn't help me decide...
I did see in another thread that someone had the bfg km3 39" measured at 37.8".
2020 JLURD
New member
So the D44 can't handle a BFG 39"? The jeep is a 3rd vehicle and we use it to cruise around in until my post barn gets built. Then I might add some different axles and bead locks.Are you running 1-ton axles? If not, you're wanting to play with way more tire than your factory axles can handle. That should help you to decide a lot.
The BFG 39" tires measure at 36.5-37.5" tall but other companies 37" tires measure in the same ball park are okay for trail use? I'm confused.
WJCO
Meme King
People that throw around the phrase 'I run 39 inch tires' are talking about what's printed on the sidewall. Keep that in mind. So if someone is saying 37s aren't ideal for a Dana 44, then 39s certainly are not.So the D44 can't handle a BFG 39"? The jeep is a 3rd vehicle and we use it to cruise around in until my post barn gets built. Then I might add some different axles and bead locks.
The BFG 39" tires measure at 36.5-37.5" tall but other companies 37" tires measure in the same ball park are okay for trail use? I'm confused.
Cruising around town, you could probably run 46's or bigger and be fine.So the D44 can't handle a BFG 39"? The jeep is a 3rd vehicle and we use it to cruise around in until my post barn gets built. Then I might add some different axles and bead locks.
You're confused because you aren't actually reading what I've been posting or at least, not very carefully. That, or you're just tuning out what you don't want to hear LOL.The BFG 39" tires measure at 36.5-37.5" tall but other companies 37" tires measure in the same ball park are okay for trail use? I'm confused.
Listen to this guy LOLPeople that throw around the phrase 'I run 39 inch tires' are talking about what's printed on the sidewall. Keep that in mind. So if someone is saying 37s aren't ideal for a Dana 44, then 39s certainly are not.
CalSgt
Hooked
The BFG 39" tires measure at 36.5-37.5" tall but other companies 37" tires measure in the same ball park are okay for trail use? I'm confused.
Cooper 37's are 35.125" post #2
Mastercraft 37's are 35.125" post #62
Nitto TG 37's are 35.5 Post #70
Goodyear MTR 37's are 36" post #84
BFG KM2 37's are 34.75" post #94
None of them are measuring 36.5-37.5"
If you want to run the BFG 39" just do it already, you don't need anyone else's approval.
2020 JLURD
New member
I understand what people say about the sizes. I'm not debating that. Yes people say "I run 40s on stock axles" and it understood that they are running a 40x13.5x20/17 tires.People that throw around the phrase 'I run 39 inch tires' are talking about what's printed on the sidewall. Keep that in mind. So if someone is saying 37s aren't ideal for a Dana 44, then 39s certainly are not.
But does the actual height of the tire that is on the vehicle make a difference if both measure roughly the same? a Nitto 38" runs larger than a BFG 39" in actual size. Some 37/38/39" tires are fairly close to each other in actual overall height. People will say you can run a 37x12.5x17 all day, but a 39x12.5x17 is too big for the axles, even though they are roughly the same height. Is there a magical tire height that you shouldn't exceed for stock axles?
post #281 and 284 are 36" give or take. Nitto Mud grapplers and General grabber
I have NEVER seen a 37" tires measure "roughly the same" as a 39" tire AND and would go so far as to say that I have personally seen plenty of axle breaks with just 37's. Granted, I'm just a mall crawler and wouldn't pretend to know as much as what "people" will say. As CalSgt said, just do it already! You don't need anyone else's approval.I understand what people say about the sizes. I'm not debating that. Yes people say "I run 40s on stock axles" and it understood that they are running a 40x13.5x20/17 tires.
But does the actual height of the tire that is on the vehicle make a difference if both measure roughly the same? a Nitto 38" runs larger than a BFG 39" in actual size. Some 37/38/39" tires are fairly close to each other in actual overall height. People will say you can run a 37x12.5x17 all day, but a 39x12.5x17 is too big for the axles, even though they are roughly the same height. Is there a magical tire height that you shouldn't exceed for stock axles?
post #281 and 284 are 36" give or take. Nitto Mud grapplers and General grabber
2020 JLURD
New member
I'm sure people break stock axles with stock tires as well. And I know who you are, I watch your channel, that's why I'm asking. Not sure why you are being facetious.I have NEVER seen a 37" tires measure "roughly the same" as a 39" tire AND and would go so far as to say that I have personally seen plenty of axle breaks with just 37's. Granted, I'm just a mall crawler and wouldn't pretend to know as much as what "people" will say. As CalSgt said, just do it already! You don't need anyone else's approval.
Not really. At least, I haven't seen it.I'm sure people break stock axles with stock tires as well.
LOL - facetious? Trust me, you're not getting special treatment. Ask anyone who's been here for a while - this is just me.And I know who you are, I watch your channel, that's why I'm asking. Not sure why you are being facetious.
wjtstudios
Hooked
Honesty hurts sometimes…. Sometimes you just can’t get thru